


Општа технологија
ГБ / Т19228.2-2011
Општи технички захтеви за цеви од нерђајућег челика
ГБ / Т19228-2011 заснован је на ГБ / Т12771-2008, тако да се следећи технички захтеви односе и на остале цеви од нерђајућег челика опште намене.
Ⅰ. Величина и толеранција
Заобљеност: дозвољено одступање спољног пречника Ц је ± 0,5% Д, ДН150-300, 0,75% Д испод ДН150;
Дебљина: Дозвољено одступање: ± 10% С;
Дужина: 3000-9000мм, такође се може прилагодити према потреби, дозвољено одступање: 0 ~ +20 мм;
Степен савијања: 2 мм / М;
Нагиб: Нагиб отвора челичне цеви треба да испуњава захтеве у следећој табели.
Ⅱ. Метод израчунавања тежине
Цев од нерђајућег челика се углавном испоручује према теоретској тежини, а може се испоручити и према стварној тежини након преговора. Када се испоручује према теоретској тежини, теоретска тежина се израчунава према формули (И)
| Заптивка од нерђајућег челика и теоретска формула тежине | |||||
| Не. | Нев Граде | Стари разред | Густина | Конвертована формула | |
| 1 | 06Цр19Ни10 | 0Цр18Ни9 | 7.93 | В = 0,024 91С (ДС) | |
| 2 | 022Цр19Ни10 | 00Цр19Ни10 | 7.90 | В = 0,024 82С (ДС) | |
| 3 | 06Цр17Ни12Мо2 | 0Цр17Ни12Мо2 | 8.00 | В = 0,025 13С (ДС) | |
| 4 | 022Цр17Ни12Мо2 | 00Цр17Ни14Мо2 | 8.00 | В = 0,025 13С (ДС) | |
| 5 | 019Цр19Мо2НбТи | 00Цр18Мо2 | 7.77 | В = 0,024 35С (ДС) | |
| Коси отвор цеви од нерђајућег челика | |
| Спољни пречник цеви | 切 斜 ≤ косо ≤ |
| ≤20 | 1.5 |
| > 20-50 | 2.0 |
| > 50-108 | 3.0 |
в = π ‰ С (ДС) ρ ………………. (1)
Белешка:
В - теоретска тежина челичне цеви у килограмима по метру (кг / м);
Π = 3,1416;
С - номинална дебљина зида челичне цеви, у милиметрима (мм);
Д - номинални спољни пречник челичне цеви, у милиметрима (мм):
П - Густина нерђајућег челика у кг / дм3, проверите следећу табелу за густину сваке врсте.
| Технички захтеви | |||
| Класа материјала и применљиви услови челичне цеви треба да испуњавају следеће захтеве | |||
| Не. | Нев Граде | Стари разред | Важећи услови |
| 1 | 06Цр19Ни10 | 0Цр18Ни9 | |
| 2 | 022Цр19Ни10 | 00Цр19Ни10 | Пијење пречишћене воде, свакодневне воде за пиће, ваздуха, медицинског гаса, хладне воде, топле воде итд. |
| Пијење пречишћене воде, хладне воде, топле воде итд. | |||
| 3 | 06Цр17Ни12Мо2 | 0Цр17Ни12Мо2 | |
| 4 | 022Цр17Ни12Мо2 | 00Цр17Ни14Мо2 | Примене којима је потребна већа отпорност на корозију од 06Црл9НилО |
| 5 | 019Цр19Мо2НбТи | 00Цр18Мо2 | Примене којима је потребна већа отпорност на корозију од 06Цр17Ни12Мо2 |
Применљиво окружење са вишим ионима кисеоника у медијуму
| Степен и хемијски састав цеви од нерђајућег челика (анализа топљења) | ||
| Не. | Обједињени дигитални код | Хемијски састав (масени удео) /% |
| Механичка својства челичне цеви треба да испуњавају захтеве из следеће табеле。 |
Наведена непропорционална снага продужења
Затезна чврстоћа Рм / Мпа
Издужење након прелома А /%
Статус топлотне обраде
Статус без топлотне обраде
Излог производа
Кућиште производа
Опис
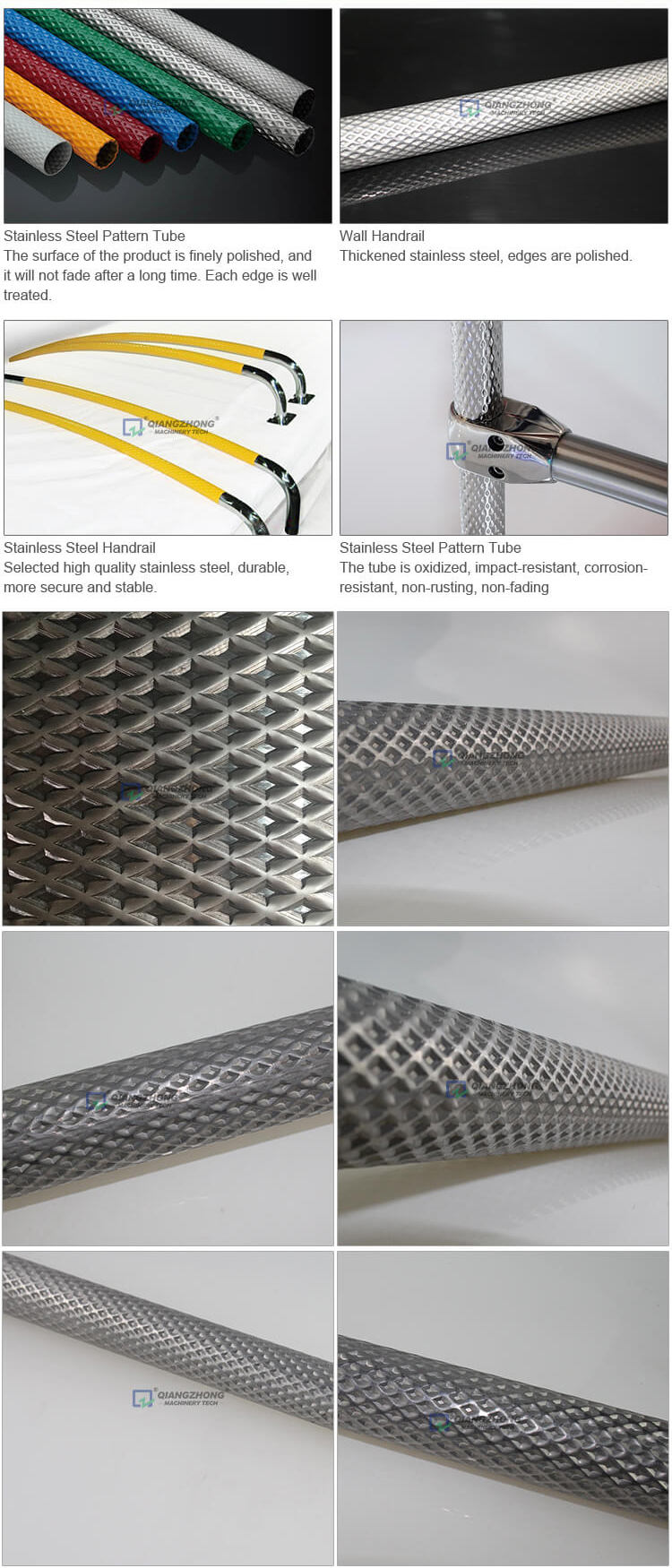
Цев са узорком од нерђајућег челика
- Цев је углавном заварена цев или цев са узорком, која се обично користи као рукохвати или украс, чији је материјал обично нерђајући челик 304 или бољи. Његов производни процес је прво пресовање цијеви узорком челичне траке, а затим свеукупно заваривање калупом и на крају кисељење и полирање.
- Генерално је дијамантски узорак или кружни узорак, усвајајући утискивање челичних трака и заваривање у облику челичне завојнице.
Његов пречник је углавном 22 мм-48 мм, главна примена: уређење куће, рукохвати за барикаде степеништа, ручке за цеви, рукохвати за аутомобиле итд.
| φ25 к 1,5φ32 к 1,5 | Ауто, аутобус |
| φ30 к 2,0 | Јапан |
| φ32 к 2φ32 к 2.5 | Кина |
| φ35 к1,5φ35 к 2,0 φ35 к 2,5 φ35 к 3,0 |
Хонг Конг, Јужна Кореја |
| φ38 к 2,0φ38 к 2,5 φ38 к 3,0 |
ЕУ |
Рукохватна цијев од нехрђајућег челика, зидна цијев за рукохвате, цијев за рукохвате за инвалиде
Овај производ има нову структуру и водећу технологију. Према карактеристикама рукохвата, органска комбинација ливења и цеви осигурава да рукохват има високу чврстоћу и глатке површинске линије. Поступак спајања рукохвата решава проблем што неки углови након заваривања рукохвата не могу бити површински обрађени. Према техничким захтевима, површина рукохвата може се третирати четком, пескарењем, нарезивањем, фарбањем у спреју и обликовањем у спреју. После тога површина се третира посебним поступком против загађења, чинећи је лепим, без уља и лаком за чишћење. Посебни поступак заваривања за израду рукохвата свестрано се прати са аспекта рада, опреме и параметара процеса како би се осигурао квалитет заваривања.
| φ25 к 1,5φ32 к 1,5 | Ауто, аутобус |
| φ30 к 1.2 | Јапан |
| φ32 к 2φ32 к 2.5 | Кина |
| φ35 к 2,0φ35 к 2,5 φ35 к 3,0 |
Хонг Конг, Јужна Кореја |
| φ38 к 2,0φ38 к 2,5 φ38 к 3,0 |
ЕУ |





